|
气缸位置传感器 |
||||||||
|
结构原理 |
气缸位置传感器位于气缸活塞上的永磁体的磁场,可记录活塞的位置。气缸位置传感器必须满足与磁体协同工作,与磁体保持一定的距离和沟槽的几何形状和公差。气缸位置传感器被机械固定在驱动器沟槽中所需的位置。气缸的活塞前进或后退,开关信号状态就发生变化。该标准二进制开关信号在理论上可与可编程逻辑控制器(PLC)相连,并可用于控制过程处理顺序。气缸位置传感器的迟滞和开关行程取决于磁场、不同形状和规格的气缸。磁体的距离能改变对迟滞和开关行程的影响。不同的气缸/传感器组合需作实用检测以免不匹配。迟滞原理见图a。重复精度:A或C反复前进并在切换点确定偏差。用于非旋转驱动器的气缸位置传感器切换点的重复精度为±0.1mm 左→右运动:A至B=开关行程;A至D=迟滞 右→左运动:C至D=开关行程;C至B=迟滞 气缸位置传感器常以接近开关的形式较多,它以舌簧式磁性接近开关、电感应无触点接近开关、气动舌簧式行程开关较多。图b为气缸位置传感器的应用图
|
|||||||
|
舌簧式磁性接近开关 |
结构 原理 |
舌簧式磁性接近开关被合成树脂塑封在一个盒子内,盒内充满惰性气体,当磁场趋近行程开关(如气缸活塞上的永久磁环)时,盒内的磁性舌簧接触片受磁力影响使其触点接通,行程开关输出一个电控信号,见图c |
||||||
|
主要技术特性 |
工作电压12~30V DC;3~250V AC;开关精度为±0.1mm;最大的输出电流为500mA;最大开关功率为10W;接通时间,常开触点为≤0.5ms,常闭触点为≤2ms;防护等级IP65、IP67;环境温度为-20~+60℃(耐热型为-40~+120℃);有二芯电缆或三芯电缆。安装舌簧式磁性接近开关应注意其附近不能有太强的磁铁存在,否则将产生误动作,若多个气缸并列安装,需相隔60mm间隙为佳,以免气缸上的舌簧式磁性接近开关相互干扰。开关通入电流不易过大,一般为0.3~0.5mA,以免在接通或断开时产生电弧损毁舌簧片,若开关与电感性负载连接时,应采用保护电路(见图d)
|
|||||||
|
电感应无触点接近开关 |
结构原理 |
无触点接近开关由一个带铁磁性屏蔽层的谐振回路线圈组成。行程开关进入磁场(如气缸活塞上的永久磁环)时,屏蔽层内的磁场强度达到饱和,因此振荡回路的电流发生变化。此电流的变化通过一个放大器转化为输出信号。图e为电感应无触点接近开关,用于型材气缸的沟槽内,由于电感应无触点接近开关外形有插入槽的凸边,感应面方向不会插错,对于圆形气缸可用传感器支架,见图f。对于应用在四拉杆上有托架的电感应无触点接近开关,注意感应面朝向气缸内壁面 |
|
|||||
|
主要技术参数 |
工作电压有10~30V DC或10~30V AC;开关精度范围为±0.1~±0.2mm(根据各型号规定);最大的输出电流范围为100~500mA(根据各型号规定);最大开关功率范围为3~10W(根据各型号规定);开关功能有PNP、NPN;接通时间,常开触点为≤0.2ms,常闭触点为≤0.5ms;防护等级IP65、IP67;环境温度为-20~+60℃(耐热型为-40~+120℃);有二芯电缆或三芯电缆 |
|||||||
|
气动舌簧式行程开关 |
舌簧式行程开关在原理上相当于一个空气挡板,通常在行程开关里面有一个舌簧片将输入信号(P口)的气流切断。当行程开关进入磁场(如气缸活塞上的永久磁环)时,舌簧片打开,气流接通(P口—A口)。通过A输出一个信号,见图g、h
|
|||||||
|
模拟量气缸位置传感器 |
主 要 技 术 参 数 |
模拟量气缸位置传感器可检测活塞运动在50mm行程范围位置变化状况(见图i),该传感器提供的0~10V、0~20mA模拟量输出信号,工作电压为15~30VDC,具有短路保护、过载保护电路,位移解析度为0.064mm,重复精度为0.064mm。线性误差为0.25mm,活塞运动最大速度为3m/s,防护等级为IP65、IP67,工作温度-20~+50℃。该传感器能与可编程逻辑控制器的模拟量输入直接相连,测量任一设定开关点之间的行程距离。该产品的具体技术参数见各气动制造厂商产品样本 |
|
|||||
|
模拟量输出 |
说 明 |
范 围 |
||||||
|
/V |
/mA |
|||||||
|
0 |
0 |
无有效信号,例如:无操作电压 |
— |
|||||
|
1 |
2 |
接通操作电压后,活塞处于测量范围以外 |
A,C |
|||||
|
2 |
4 |
活塞沿负方向离开感测范围 |
A |
|||||
|
10 |
20 |
活塞沿正方向离开感测范围 |
C |
|||||
|
2~10 |
4~20 |
活塞处于测量范围内的相关位置 |
B |
|||||
|
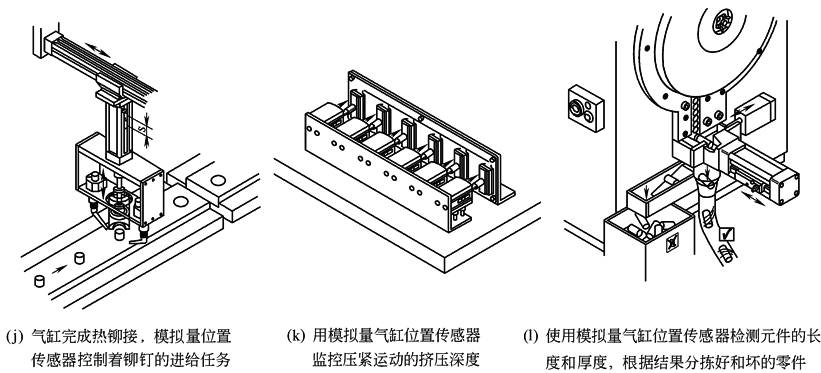
应 用 图 例 |
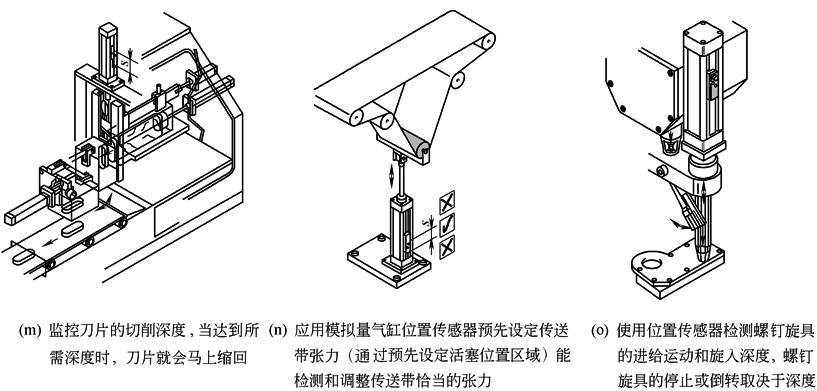
很多典型的应用场合(如连接过程、夹紧、位置感测、好/坏零件的检测、工作位置、质量检测、磨损监控、厚度感测),需对目标检测和对过程监控,见图j~图o
|
|||||||