|
弯曲件的结构要素(JB/T 4378.1—1999) |
|
弯曲半径:标准建议取0.1、0.2、0.3、0.5、1.0、1.5、2.0、2.5、3.0、4.0、5.0、6.0、8.0、10、12、15、20、25、30、35、40、45、50、63、80、100(单位为mm)。 |
|
最小弯曲半径( t 为工件厚度) |
||||||
|
材 料 |
退 火 或 正 火 |
冷 作 硬 化 |
||||
|
弯 曲 线 位 置 |
||||||
|
与轧纹垂直 |
与轧纹平行 |
与轧纹垂直 |
与轧纹平行 |
|||
|
08、10钢 |
0.5 t |
1.0 t |
1.0 t |
1.5 t |
||
|
20、30、45号钢 |
0.8 t |
1.5 t |
1.5 t |
2.5 t |
||
|
60、65Mn、T7 |
1.0 t |
2.0 t |
2.0 t |
3.0 t |
||
|
软杜拉铝 |
1.3 t |
2.0 t |
2.0 t |
3.0 t |
||
|
硬杜拉铝 |
2.5 t |
3.5 t |
3.5 t |
5.0 t |
||
|
黄铜、铝 |
0.3 t |
0.45 t |
0.5 t |
1.0 t |
||
|
注:板料最小压弯半径见标准JB/T 5109—2001。 |
||||||
|
弯曲件直边高度及孔边距离 |
||||||
|
|
最小直边弯曲高度 h 应大于弯曲半径 r 加上板厚 t 的2倍即 h>r+2t |
|||||
|
|
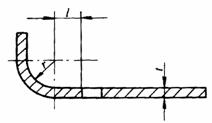
孔边离弯曲半径 r 中心的距离 l 应大于或等于板厚 t 的2倍即 l≥2t |
|||||
|
弯曲线的位置 |
||||||
|
|
|
|||||
|
弯曲件的弯曲线不应在尺寸突变的位置,离突变处的距离l应大于弯曲半径r,即l>r;或切槽或冲工艺孔,将变形区与不变形区分开 |
||||||