|
应用举例 |
||
|
例 |
系 统 图 |
说 明 |
|
压 力 机 气 路 系 统 |
|
气源经过过滤器后分成两路,一路用来控制气垫缸,另一路经过一个减压阀后再分成两个支路,分别控制离合器缸和制动缸。上述三路气体的压力分别通过三个减压阀来调节。为了保证压力稳定,三路气体还分别采用了两个压力罐进行稳压。为了防止压力罐中的压力过高出现危险,压力罐上还安装了一个溢流阀泄压。气垫缸无杆腔始终有压力作用,制动缸和离合器缸采用二位三通阀控制 特点:压力稳定,安全可靠 |
|
车 门 开 关 控 制 系 统 |
|
气源经手动操作阀进入差动缸的有杆腔,使活塞杆缩回,车门关闭。如果电磁阀通电,则使气体进入差动缸的无杆腔,推动差动缸的活塞杆伸出,将门打开。为了防止车门关闭和打开速度过快,在差动缸的无杆腔入口处安装了一个节流阀。当按下手动换向阀时,差动缸两侧都通大气,车门处于自由状态 特点:安全可靠,差动回路节省空气消耗量 |
|
液 面 自 动 控 制 装 置 气 动 系 统 图 |
|
该装置用于使容器中的液体保持在一定高度范围内。打开阀1,经阀2使主阀3换向,输出压力p1 ',打开注水阀7,对容器加水。当水位低于液面下限时,下限检测传感器9产生p1信号,经先导阀5放大后关闭阀2,使阀3右侧卸压,为换向做准备,此时仍保持记忆状态,使阀7继续向容器内注水。当水位超过液面上限时,产生p2信号,打开阀4使阀3换向,从而压力p1 '消失,即关闭阀7而产生压力p2 ',打开放水阀8。随着液体的流出,液面下降,p2信号消失,阀4复位,但阀3仍记忆在放水位置,直到液面下降至下限以下,p1信号消失,阀5、阀2复位,使阀3换向,再重复上述过程 特点: (1)由于使用空气介质来检测液面高度,故能适应恶劣的工作环境 (2)液面位置精度较低 (3)液面变化速度极慢时,动作不太稳定 (4)成本低,维修简便 |
|
带 材 移 动 中 气 动 纠 偏 控 制 系 统 |
|
带状材料只有一定的宽度,在长距离输送时很容易产生跑偏现象,给材料的加工带来不利。采用如图所示的气动纠偏控制系统,能有效地控制偏差 当输送带向左偏时,气动传感器S1发出信号,打开阀a使主阀V切换到右侧位置,从而使气缸向右运动,带动输送块纠正偏差。气缸右移至S1信号消失,阀a复位,使主阀V恢复至中位,从而锁住气缸动作。同样,输送带向右偏时,负责该侧的传感器和阀动作,使气缸带动输送带向左运动而纠正右偏差 特点: (1)系统的纠偏检测采用了空气喷嘴式传感器,比用电子方法检测成本低得多 (2)适用于灰尘多,温度、湿度高等恶劣环境 |
|
尺 寸 自 动 分 选 机 气 动 系 统 |
|
为了高效地区分出不同尺寸的工件,常采用自动分选机。如图所示,当工件通过通道时,尺寸大到某一范围内的工件通过空气喷嘴传感器S1时产生信号,经阀1使主阀2切换至左位,使气缸的活塞杆做缩回运动,一方面打开门使该工件流入下通道,另一方面使止动销上升,防止后面工件继续流过去而产生误动作。当落入下通道的工件经过传感器S2时发出复位信号,经阀3使主阀2复位,以使气缸伸出,门关闭,止动销退下,工件继续流动 尺寸小的工件通过S1时,则不产生信号。设计该装置时应注意工件的运动速度和从传感器到阀之间气管的长度,以防止响应跟不上。实验证明当气管内径为3mm,长度为3m,空气压力为0.03MPa时,信号传递的时间为0.01s 特点: (1)结构简单,成本低 (2)适用于不需要用空气测微计来测工件的一般精度的场合 |
|
气 动 振 动 装 置 气 动 系 统 |
|
打开启动阀,流过单向节流阀S1的压缩空气打开阀a,使压缩空气进入主阀V的右侧,使之换向,气缸向右运动。此时从主阀V流出的压缩空气的一部分流过单向节流阀S2,因而阀b打开,而阀a此时的控制信号因主阀V换向而排入大气中,所以阀a复位关闭,主阀V的控制信号经阀b排向大气中,从而主阀V复位,气缸向左运动。同时从主阀V流出的压缩空气一部分又经单向节流阀S1打开阀a,而阀b因信号消失而关闭,从而又使主阀V换向,气缸向右运动。如此循环运动,形成振动回路。调节单向节流阀S1和S2可调节振动频率 特点: (1)该装置的振动频率为每秒一个往复(1Hz) (2)在振动回路中,各换向阀尽量采用膜片式阀以提高响应 (3)可用于恶劣环境,不会发生电磁振荡引起的故障 (4)振动装置的输出力可调 |
|
自动定尺切断机气动系统(轧钢、制管) |
|
如图所示,打开气源阀,压缩空气流入各气缸,各缸初始状态为:送料缸A1后退,夹持缸A2后退,夹紧缸A3前进;锯条进给气液缸A4前进,锯条往复缸A5后退 按下启动阀,压力信号p3使阀V1切换到右位,使气缸A1、A2、A3动作,夹紧缸A3后退,为夹紧下一段工件做准备,夹持缸A2前进,夹住工件,并随同送料缸A1一起前进,把工件向前送进,待工件碰到行程阀S1时换向,使p2信号消失,而p1信号发生。p2信号消失,也使p3信号随之消失,于是阀V1复位,使夹紧缸A3夹住工件,为切断做准备,而夹持缸A2松开,与送料缸A1同时退回到初始位置,p1信号的产生使阀V2、V3和V4相继换向。阀V2的换向使气液缸A4开始缓慢向下做锯切的进给运动,阀V3的换向使气缸A5在行程阀S3与S4的控制下做往复锯切运动。当工件锯切后掉下,行程阀S1复位,信号p1消失,使阀V2、V3和V4复位,从而使气缸A5停止在后退位置上,气缸A4向上,直至压下行程阀S2后停止。阀S2的信号p3又打开阀V1,重复上述过程 特点: (1)使用了全气控气动系统,使结构简单、有效 (2)锯条的进给运动采用了气液缸,进给速度最低可达1mm/s,而不产生爬行 |
|
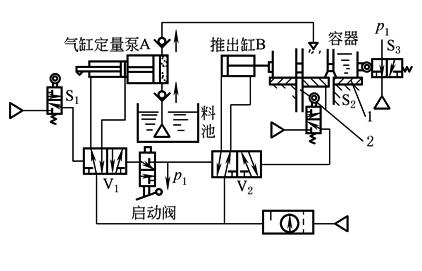
液体自动定量灌装机气动系统 |
全气控液体定量灌装系统 (在一些饮料生产线上) |
如图所示,打开启动阀,使阀V1换至右位,因而气缸定量泵A向左移动,吸入定量液体。当泵A移至左端碰到行程阀S1时,阀V1发生复位信号(此时下料工作台上灌装好的容器已取走,行程阀S3复位,p1信号消失),阀V1复位,使气缸定量泵右移,将液体打入待灌装的容器中。当灌装的液体重力使灌装台碰到行程阀S2时产生信号,使阀V2切换至右位,气缸B前进,将装满的容器推入下料工作台,而将空容器推入灌装台,被推出的容器碰到行程阀S3时,又产生p1信号,使阀V2换向,推出缸B后退至原位,同时阀V1换向,重复上述动作。下料工作台上灌装好的容器被输送机构取走,而由输送机构将空容器运至上料工作台,为下次循环做好准备 特点: (1)使用气缸定量泵能快速地提供大量液体,效率高 (2)空气能防火,故系统运行安全 (3)结构简单,维修简便 |