|
真空吸盘运动时力的分析及计算、举例 |
||||
|
运动方式 |
原 理 |
计算公式 |
说 明 |
|
|
情况1 |
真空气爪处于水平位置,动作方向为垂直方向(最佳的情况) |
|
|
m—质量,kg g—重力加速度,m/s2 a—加速度,m/s2 μ—摩擦因数 S—安全系数 |
|
情况2 |
真空气爪处于水平位置,动作方向为水平方向 |
|
|
|
|
情况3 |
真空气爪处于垂直位置,动作方向为垂直方向(最糟糕的情况) |
|
|
|
|
例1 工件的提起与放下必须是柔性、平稳运动时的举例 已知一个平整、光滑的钢板(钢板上有油,刚从锻压机中产出),长200mm、宽100mm、厚2mm,需要做垂直提起(如情况1所示);水平移动(如情况2所示);90°旋转后垂直移动(如情况3)。最大的加速度为5m/s2。提起的时间<0.5s,放下的时间为0.1s,整个循环时间为3.5s,安全系数S=1.5(吸盘垂直安装/工件垂直运动时,S=2)。要求两个吸盘无振动地搬运工件,工件的提起与放下必须是柔性的。选择最佳的吸盘规格 解:步骤1 计算工件质量 m=LWHρ 式中 m——质量,kg; L——长度,cm; W——宽度,cm; H——高度,cm; ρ——密度,g/cm3 m=20cm×10cm×0.2cm×7.85g/cm3=314g=0.314kg 步骤2 选择合适的真空吸盘 根据工件的表面粗糙度,选真空吸盘形状为标准型为最佳方案(见下表) |
|||||
|
标准吸盘 |
用于表面平整或有轻微起伏的工件,如钢板或硬板纸 |
|
波纹型吸盘 |
用于(1)倾斜表面,从5°到30°,具体视吸盘的直径而定;(2)表面起伏或球形表面以及具有较大面积的弹性工件;(3)容易破碎的工件,如玻璃瓶可作为一种经济有效的高度补偿装置 |
|
|
椭圆形吸盘 |
用于狭窄形或长条形工件,如型材或管道等 |
|
加深型吸盘 |
用于圆形或表面起伏较大的工件 |
|
|
根据工件表面的光滑程度,并且带油的状态及耐磨、耐撕扯,参照真空吸盘的材质特性表,选择聚氨酯材质的真空吸盘 步骤3 计算保持力的大小 (1) 当真空吸盘处于水平位置,工件为垂直运动时(如情况1所示)
(2) 当真空吸盘处于水平位置,且工件也为水平运动时(如情况2所示)
(3) 当真空吸盘处于垂直位置,工件为垂直运动时(如情况3所示)
在已知条件中说明两个气爪抓取,故每个气爪需大于93N/2=47N,查下表取直径为40mm真空吸盘。 |
|||||



|
标准圆形吸盘的主要技术参数 |
|||||||
|
吸盘直径f /mm |
吸盘接口 /mm |
有效吸盘直径 f /mm |
在-0.7bar下 的脱离力/N |
吸盘容积 /cm3 |
工件最小半径 R/mm |
最大高度补偿 /mm |
质量/g |
|
20 |
M6×1 |
17.6 |
16.3 |
0.318 |
60 |
— |
6 |
|
30 |
M6×1 |
18.4 |
40.8 |
0.867 |
110 |
— |
9 |
|
40 |
M6×1 |
26.5 |
69.6 |
1.566 |
230 |
— |
16 |
|
50 |
M6×1 |
33.3 |
105.8 |
2.387 |
330 |
— |
22 |
|
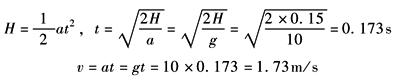
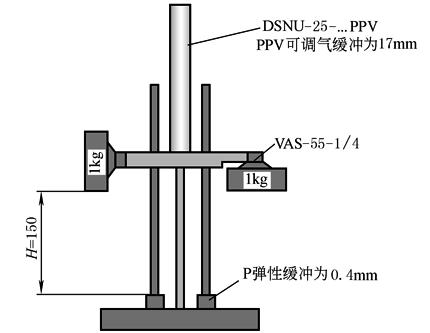
例2 当工件加速运动至终点,固定缓冲或可调气缓冲对其影响的举例 如例图1所示工件1kg,运动行程150mm,吸盘与工件的摩擦因数0.4,重力加速度g≈10m/s2,直径为55mm,吸盘的吸力为106N,当安全系数选用S=2时,分别计算:吸盘在垂直或水平抓取工件时,在弹性缓冲为0.4mm及可调气缓冲为17mm时,吸盘能否正常工作? (1) 对水平抓取工件运动的分析(见下表) 计算分两种情况:对弹性缓冲为0.4mm时的计算;对可调气缓冲为17mm时的计算 ① 对弹性缓冲为0.4mm时的计算 第一阶段 计算工件在缓冲前,即150mm(缓冲阶段0.4mm忽略不计)时的下落速度和时间t |
例图1 |
|
型式 |
运动分析 |
型式 |
运动分析 |
|||
|
A |
|
υ=0,F工件保持=106N=F吸盘吸力 |
B |
|
υ>0,如果继续能吸住工件,mg-ma=0,FR摩擦=mg=ma,a=g,a>0 |
|
|
C |
|
υ>0,mg-F停止+ma=0,工件运动停止阶段(缓冲开始)。如果工件不被脱落,吸盘有足够的摩擦力吸住工件,FR摩擦=ma=F停止-mg<F吸盘吸力g=ma,a=g,a>0,F吸盘吸力>mg-F停止+ma=0, |
||||


|
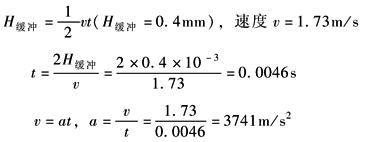
缓冲前工件的下落速度为1.73m/s,时间为0.173s 第二阶段 计算工件在缓冲阶段即0.4mm时的时间及加速度
由已知条件得知F吸盘吸力=106N,此时如果吸盘要继续吸住工件,必须大于真空吸盘理论上保持力F停止
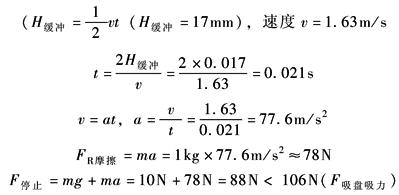
结论:不能使用P弹性缓冲 ② 对可调气缓冲为17mm时的计算 第一阶段 计算工件在缓冲前,即(150-17)mm时的下落速度和时间t 根据可调气缓冲,气缸可调气缓冲为17mm,所以此时H缓冲=(150-17)mm=133mm
缓冲前工件的下落速度为1.63m/s,时间为0.163s 第二阶段计算工件在缓冲阶段即17mm时的时间及加速
结论:可使用PPV可调气缓冲 (2) 对垂直抓取工件运动的分析(见例图2) |
|
|
例图2 |
例图3 |
|
F摩擦=μF吸盘吸力=0.4×106=42.4N<88N(F停止) 如果选用P弹性缓冲,工件将脱落。在前面对计算工件在缓冲阶段,即17mm时的时间及加速度已计算过F停止=88N,如果选用PPV可调气缓冲,F停止>F摩擦,此时工件有可能脱落或产生偏移,工件与吸盘会产生偏移 (3) 对缓冲阶段中偏移的计算(见例图3) 如果工件进入缓冲阶段不脱落,mg+ma-F摩擦=0,F摩擦≠F停止,ma=F摩擦-mg,此时 结论:真空吸盘不宜采用固定缓冲形式(指气缸的缓冲形式) 在高速情况下,必须考虑到惯性力。安全系数不宜太小,如上例所示,F吸盘吸力=106N,计算后工件不脱落F停止=88N, |
|