|
电-气比例/伺服系统的原理 |
||||||||||||
|
流量与设定电压(或设定电流)的关系 |
|
电压型三位五通气动流量伺服阀或电流型三位五通气动流量伺服阀的流量与设定电压(或设定电流)的关系见图a、b所示。 第一步:该系统启动时,必须让驱动器进行一个从头到尾自教性的运动,以认识起点、设定点、各点及终点位置时电压、电流的实际值 正常操作:控制器内具有驱动器到 |
||||||||||
|
达设定点时获取的电压/电流信号,驱动器运动时的电压/电流信号(即当前位置信号)不断与控制器内的设定值进行比较 |
||||||||||||
|
设定位置小于当前位置 |
|
当外部控制信号(设定值与当前值的差值)小于当前位置输出时,如图c所示,气动比例伺服阀右边的输出口输出,气缸往左运动,直至气缸运动到达设定位置 |
||||||||||
|
设定位置大于当前位置 |
|
当外部控制信号(设定值与当前值的差值)大于当前位置输出时,气动比例伺服阀左边的输出口输出,气缸往右运动,直至气缸运动到达设定位置,如图d所示 |
||||||||||
|
设 定 位 置 = 当 前 位 置 |
|
当外部控制信号(设定值与当前值的差值)等于当前位置输出时,即设定位置-当前位置=0,三位五通气动流量伺服阀的反馈电信号处于: 设定位置-当前位置+5V=输出(见图e) 因此作用在气动比例伺服阀上的外部控制信号恰为5V或12mA,使气动比例伺服阀输出为零,驱动器停止运动 |
||||||||||
|
气 动 伺 服 定 位 的 应 用 |
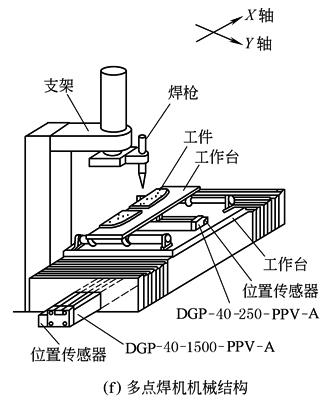
现需焊接不在一条直线上三个焊点的汽车副车架面板,左右副车架面板对称共有六个点,焊枪固定,工件移动,工件由夹具气缸固定。由于焊点不在一直线上,而且工件在移动时,焊枪须避开工件上的夹具,所以工件须作二维运动。焊机机械结构如图f所示。整台多点焊机的控制由位置控制器(伺服控制器)SPC-100和PLC协同完成。SPC-100实现定位控制,采用NC语言编程。PLC完成其他辅助功能,如控制焊枪的升降,系统的开启、停等,并且协调X、Y轴的运动。SPC-100与PLC之间的协调通过握手信号来实现 |
|||||||||||
|
工 况 要 求 |
项目 |
X轴 |
Y轴 |
|
||||||||
|
移动范围/mm |
1200 |
250 |
||||||||||
|
定位精度/mm |
±1 |
±1 |
||||||||||
|
负载质量/kg |
200(包括机架) |
120 |
||||||||||
|
工件质量(左梁、右梁)/kg |
4 |
|
||||||||||
|
工作周期/min |
2 |
|
||||||||||
|
气动伺服系统组成元件 |
名称 |
型号 |
数量 |
|||||||||
|
伺服控制器 |
SPC-100-P-F |
2 |
||||||||||
|
无杆气缸 |
X轴DGP-40-1500-PPV-A |
1 |
||||||||||
|
|
Y轴DGP-40-250-PPV-A |
1 |
||||||||||
|
位移传感器 |
X轴MLO-POT-1500-TLF |
1 |
||||||||||
|
(模拟式) |
Y轴MLO-POT-300-TLF |
1 |
||||||||||
|
比例阀 |
MPYE-5-1/8-HF-10-B |
2 |
||||||||||
|
多点焊机定位系统的运行参数 |
项目 |
X轴 |
Y轴 |
|||||||||
|
速度υ/m·s-1 |
0.5 |
0.3 |
||||||||||
|
加速度a/m·s-2 |
5 |
1 |
||||||||||
|
定位精度/mm |
±0.2 |
±0.2 |
||||||||||