螺纹的分类、特点和应用 | |||
螺 纹 种 类 | 代号 | 主 要 特 点 | 主 要 应 用 |
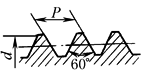
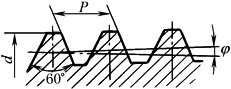
普通螺纹 GB/T 192~ 197—2003 | M |
牙型角α为60°的三角形螺纹,自锁性能好,按螺距分为粗牙和细牙两种,细牙螺纹螺距小、升角小、小径大、螺纹的杆身面积大、强度高、自锁性能较好,但不耐磨、易脱扣,粗牙螺纹的直径和螺距的比例适中、强度好,应用最为广泛 | 主要用于紧固连接,一般连接多用粗牙螺纹,细牙螺纹用于薄壁零件,也常用于受变载、振动及冲击载荷的连接,还可用于微调机构的调整 普通螺纹也称一般用途的螺纹,是螺纹件数量最多的一种 |
特种细牙螺纹 JB/T 9313—1999 | 牙型与普通螺纹相同,而螺距比普通螺纹的细牙螺距更小 | 主要用于光学仪器上大直径小螺距的薄壁零件 | |
过渡配合螺纹 GB/T 1167—1996 | 牙型与普通螺纹相同,选取普通螺纹的部分尺寸,利用内、外螺纹旋合后在中径上形成过渡配合进行锁紧,易产生过松或过紧而影响装配效率和质量 | 主要用于双头螺柱固定于机体的一端,以防止当拧开螺柱的另一端螺母时,螺柱从机体中脱出,应在中径尺寸之外采用辅助的锁紧措施,防止螺柱松动 | |
过盈配合螺纹 GB/T 1181—1998 | 牙型与普通螺纹相同,利用中径尺寸过盈锁紧螺柱,不允许采用辅助的锁紧措施 | 主要用于大功率、高转速、工作环境恶劣的动力机械 推荐采用分组装配以提高效益 | |
短牙螺纹 JB/T 5450—2007 | MD | 牙型角α为60°的三角形螺纹,将牙型高度由普通螺纹的 | 用于细牙螺纹不能很好满足的薄壁零件处,多用于光学仪器的调焦 |
MJ螺纹 GJB 3.1~ 3.3—2003 | MJ | 牙型角α为60°的三角形螺纹,与普通螺纹相比,加大了外螺纹的牙底圆弧半径R和小径的削平量,以此来减小应力集中并可提高螺纹强度 | 主要用于航空和航天器中 MJ螺纹也称加强螺纹 |
小螺纹 GB/T 15054.1 ~5—1994 | S | 牙型角α为60°的三角形螺纹,为提高小螺纹的强度,基本牙型上小径处的削平高度从普通小螺纹的0.25H加大为0.321H,由于小螺纹的牙槽浅,工艺性将好一些 | 用于钟表、仪器和电子产品中公称直径小于1mm的紧固连接螺纹 |
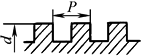
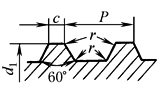
方形螺纹 (矩形螺纹) | Tr |
牙型角α为0°的正方形螺纹,牙厚为螺距的一半,传动效率高,牙根强度差,对中性不好,磨损后间隙也无法补偿,工艺性差 | 曾用于力的传递或传导螺旋,如千斤顶、小型压力机等;目前仅用于对传动效率有较高要求的机件 方形螺纹也称矩形螺纹,没有制定国家标准 |
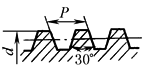
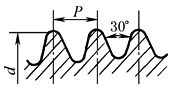
梯形螺纹 GB/T 5796.1~ 4—2005 | Tr |
牙型角α为30°的梯形螺纹,牙型高度为0.5P,螺纹副的小径和大径处有相等的间隙,与矩形螺纹相比,效率略低,但工艺性好,牙根强度高,螺纹副对中性好,可以调整间隙(用剖分螺母时) | 广泛应用于各种传动和大尺寸机件的紧固连接,常用于传动螺旋、丝杠、刀架丝杠等 |
短牙梯形螺纹 JB/T Q374~ 375—1985 | | 牙型角α为30°,牙型高度为0.3P,结构紧凑,强度好,工艺性也好 | 用于要求径向尺寸小的梯形螺纹的传动,如阀门等,也用于紧固和定位 |
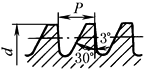
锯齿形(3°、30°) 螺纹 GB/T 13576.1 ~4—2008 | |
一般情况下,螺纹牙工作面的牙侧角为3°,非工作面的牙侧角为30°,也可根据传动效率来选择承载面的牙侧角,锯齿形螺纹兼有矩形螺纹效率高和梯形螺纹牙强度高、工艺性好的优点,是一种非对称牙型的螺纹,外螺纹的牙底有相当大的圆角,可以减小应力集中,螺纹副的大径处无间隙,便于对中,同时还可任选大径或中径两种不同的定心方式 | 用于单向受力的传力和定位,如轧钢机的压下螺旋、螺旋压力机、水压机、起重机的吊钩等 目前使用的有3°/30°、3°/45°、7°/45°、0°/45°等数种不同牙侧角的锯齿形螺纹 |
自攻螺钉用螺纹 GB/T 5280—2002、 GB/T 6559—1986 | ST |
随着螺距P的减小,滚压螺纹时所消耗的能量降低,且制造精度有所提高 | 主要用于金属薄板 |
圆弧螺纹 | |
牙型为圆弧形,常用的牙型角α为30°或45°,牙粗、圆角大、螺纹不易碰损并易于消除污垢,内、外螺纹配合时有间隙,用于需要经常拆卸的地方,有较长的寿命,处于动载荷时强度较高 | 用于经常与污物接触和易生锈的场合,如水管闸门的螺旋导轴,也可用于玻璃器皿的瓶口、吊钩或需消除污物的场合,还可用于薄壁空心零件上 |
管连接用细牙 普通螺纹 | M | 与普通细牙螺纹相同,不需专用量刃具,制造经济,靠零件端面和密封圈密封 | 用于液压系统、气动系统、润滑附件和仪表等处 |
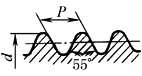
55°非密封管螺纹 GB/T 7307—2001 | G |
牙型角α为55°,其牙顶和牙底均为圆弧形,公称直径近似为管子内径,内、外螺纹均为圆柱形的管螺纹,内、外螺纹配合后不具有密封性,在管路系统中仅起机械连接的作用 | 用于电线保护等场合 由于可借助于密封圈在螺纹副之外的端面进行密封,也用于静载荷下的低压管路系统 |
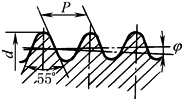
55°密封管螺纹 GB/T 7306.1~ 2—2000 | R |
牙型角α为55°,公称直径近似为管子内径,内、外螺纹旋紧后不用填料而依靠螺纹牙本身的变形即可保证连接的紧密性。它有两种配合方式:①圆柱内螺纹/圆锥外螺纹,密封性好一些;②圆锥内螺纹/圆锥外螺纹,密封性稍差些,但不易被破坏。圆锥螺纹的锥度为1∶16,牙顶和牙底均为圆弧形 | ① 圆柱内螺纹/圆锥外螺纹的配合,可用于低压、静载,水、煤气管多采用此种配合方式 ② 圆锥内螺纹/圆锥外螺纹的配合,可用于高温、高压、承受冲击载荷的系统 |
60°密封管螺纹 GB/T 12716—2011 | NPT |
牙型角α为60°的密封管螺纹,其锥度为1∶16,与55°密封管螺纹的配合方式及性能类同。该螺纹牙型规定牙顶和牙底均是平的,实际加工中多呈圆弧形,该螺纹牙型来源于美国标准 | 主要用于汽车、拖拉机、航空机械、机床等燃料、油、水、气输送系统的管连接 |
米制锥螺纹 GB/T 1415—2008 | ZM | 基本牙型及尺寸系列均符合普通螺纹规定的管螺纹,性能与其他密封管螺纹类同,其优点是能与普通螺纹组成配合,加工和测量都比较方便,锥度为1∶16 | 用于气体、液体管路系统依靠螺纹密封的连接 |
气瓶螺纹 GB/T 8335~ 8336—2011 | | 牙型角为55°、锥度为3∶25的圆锥螺纹,牙顶与牙底均为圆弧形。螺纹牙分为螺纹牙型的角平分线垂直于螺纹轴线和垂直于圆锥体母线两种。锥螺纹的锥度也不完全相同 | 用于气瓶的瓶口与瓶阀连接及其他密封连接的锥螺纹(以下简称圆锥螺纹),以及瓶帽与颈圈连接的非螺纹密封的圆柱管螺纹(以下简称圆柱螺纹) |