|
设备和系统的网络概念 |
||
|
网络关系及性能等级与特性 |
自动化网络(传感器和驱动器等级、现场等级、控制等级、企业等级)的网络关系见图a,性能等级及特性见图b
企业等级:(通常情况下)复杂数据包的远程传输(大部分数据具有较低的时间敏感度)主要关注集成过程的可视化和追踪,还包括生产系统的接口 控制等级:单个过程中的生产程序和数据或相互连接且必须同步的系统元件,是不同PLC之间通信的典型方式 现场等级:通过快速可靠的总线将某一设备或某一生产阶段中复杂的设备和数据联网 传感器和驱动器等级:单个设备元件中快速、实时的通信方式,属于最低等级。处理所有驱动器和传感器的信号状态和诊断信息(数字量和模拟量信号处理) |
|
|
工厂现场总线 |
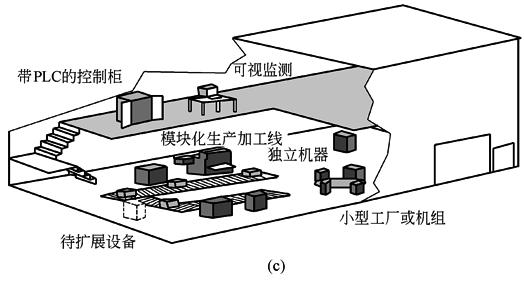
20世纪80年代之前,工业自动化的控制是由单板机或PLC与现场设备、仪表一对一的连接。现场设备或仪表采用的是4~20mA的模拟量信号,与控制室进行信息传输。随着自动化控制规模的不断扩大、智能化程度不断提高,控制的点数也变得越来越多。庞大的控制以致需要几千根电缆的连接,质量达几吨。因此,原先一对一的连接控制方式不能满足自动化的需求。随着计算机的高速发展,分布在工厂各处的智能化设备、及智能化设备与工厂控制层之间连续的交换控制数据,导致现场设备之间的数据交换量飞速猛涨。集中与分散的控制,尤其是区域性的分布式的控制越来越成为一种趋势。基于这种需要,各大气动制造厂商都各自开发了一个现场总线技术,实质是通过串行信号传输的方式并以一定数据格式(即现场总线的类型)实现控制系统中的信号双向传递。两个采用现场总线进行信息交换的对象之间只需一根两芯或四芯的电缆连接(见图c) |
|